
Применение промышленных систем очистки воды в нефтехимической отрасли
2026-05-24
- Почему стандартные решения не работают в нефтехимии
- Специфика загрязнений и выбор технологии очистки
- Интеграция систем нулевого сброса (ZLD) и повторное использование воды
- Автоматизация и контроль качества в реальном времени
- Нормативное регулирование и экологические риски
- Практические шаги по модернизации очистных сооружений
- Часто задаваемые вопросы
Почему стандартные решения не работают в нефтехимии
Оборудование для очистки сточных вод в нефтегазовом секторе сталкивается с нагрузками, которые убивают муниципальные системы за считанные недели. В нашей практике мы неоднократно видели, как заводы теряли миллионы рублей из-за того, что выбрали универсальные фильтры вместо специализированных установок для эмульгированных масел и фенолов. Нефтехимические стоки — это не просто «грязная вода». Это агрессивный коктейль из сероводорода, тяжелых металлов, ПАВ и высокотемпературных углеводородов, который требует хирургической точности в подборе реагентов и мембран. Если вы попытаетесь очистить такой поток методом простого отстаивания или базовой биологической очистки, вы получите шлам, который невозможно утилизировать, и воду, не проходящую даже самые лояльные нормативы сброса.
Ключевая ошибка многих инженеров заключается в игнорировании вариативности состава сырья. Нефть бывает разной: легкая, тяжелая, высокосернистая. Соответственно, и стоки меняют свои свойства каждые несколько часов в зависимости от технологического цикла установки. Оборудование для очистки сточных вод должно обладать буферной емкостью и адаптивностью, которых нет у типовых решений «из коробки». Мы наблюдали случай на одном из НПЗ в Поволжье, где система обратного осмоса вышла из строя за три месяца. Причина была банальной: предварительная очистка не удаляла следы растворителей, которые разрушили полиамидный слой мембран. Это не теоретический риск, а реальная финансовая потеря, которую можно было предотвратить грамотным предпроектным анализом.
Специфика загрязнений и выбор технологии очистки
Выбор технологии начинается не с покупки насоса, а с глубокого химического анализа входящего потока. В нефтехимии мы выделяем четыре основные группы загрязнителей, каждая из которых диктует свой набор оборудования. Первая группа — это свободные и эмульгированные нефтепродукты. Для их удаления классические жироуловители часто бесполезны, так как они не справляются с тонкими эмульсиями. Здесь требуется применение флотационных установок с напорной подачей воздуха или электрокоагуляция, которая разрушает стабильность эмульсии за счет электрического поля. Второй критический фактор — содержание взвешенных веществ и механических примесей. Песок, окалина и продукты коррозии труб быстро забивают любые тонкие фильтры, поэтому каскад грубой очистки является обязательным первым барьером.
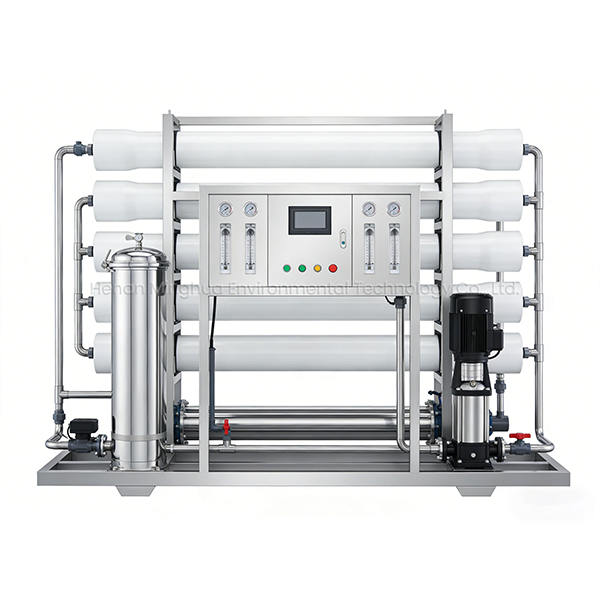
Третья и самая сложная группа — растворенные органические соединения, такие как фенолы, меркаптаны и бенз(а)пирен. Биологические методы здесь работают медленно и требуют огромных площадей аэротенков, что не всегда возможно на территории действующего завода. Альтернативой выступают продвинутые окислительные процессы (AOP) с использованием озона или пероксида водорода в сочетании с УФ-излучением. Четвертый вызов — минерализация и солевой состав. Сточные воды после процессов обессоливания нефти содержат хлориды и сульфаты в концентрациях, делающих невозможным их повторное использование в котлах без глубокого опреснения. Именно на этом этапе компании вроде ООО Хэнань Минхуа Экологические Технологии предлагают интегрированные решения, сочетающие ультрафильтрацию для подготовки воды и обратный осмос для удаления солей, обеспечивая замкнутый цикл водопользования.
Важно понимать, что ни одна технология не работает изолированно. Эффективность всей линии зависит от самого слабого звена. Например, если вы поставите дорогостоящую систему нанофильтрации после плохо работающего песколовителя, срок службы картриджей сократится в десять раз. Мы рекомендуем строить технологическую цепочку по принципу «от простого к сложному», где каждая ступень готовит воду для следующей. Это позволяет снизить эксплуатационные расходы и повысить надежность всей системы. При проектировании всегда закладывайте запас производительности минимум в 20%, так как реальный объем стоков в аварийных режимах или при промывке реакторов может многократно превышать расчетные значения.
Сравнение основных методов удаления нефтепродуктов
Чтобы принять взвешенное решение о закупке, необходимо четко понимать различия между доступными методами. Ниже приведена сравнительная таблица, основанная на наших полевых испытаниях и данных эксплуатации различных установок в условиях российского климата и специфики местного сырья.
| Метод очистки | Эффективность удаления масел (%) | Энергопотребление | Чувствительность к температуре | Основной недостаток | Рекомендуемая область применения |
|---|---|---|---|---|---|
| Гравитационное отстаивание (Нефтеуловители) | 60–75% | Низкое | Высокая (зимой эффективность падает) | Не удаляет эмульгированные масла | Первичная очистка ливневых стоков, удаление свободной нефти |
| Напорная флотация (DAF) | 85–95% | Среднее | Средняя | Требует постоянного подбора коагулянтов | Удаление эмульсий, взвешенных веществ перед биоочисткой |
| Электрокоагуляция | 90–98% | Высокое | Низкая | Замена расходуемых электродов, образование большого объема шлама | Сложные эмульсии, стоки с высоким содержанием ПАВ |
| Мембранная фильтрация (Ультра/Нано) | 99%+ | Высокое | Низкая (при наличии подогрева) | Высокий риск fouling (зарастания), дорогое обслуживание | Глубокая доочистка, получение технической воды высокого качества |
| Сорбционная очистка | 95–99% | Низкое | Отсутствует | Высокая стоимость утилизации насыщенных сорбентов | Полировка стоков перед сбросом в водоемы, аварийные ситуации |
Анализ таблицы показывает, что универсального победителя не существует. Для крупных НПЗ с постоянным потоком оптимальной связкой будет гравитационный сепаратор плюс флотация. Для небольших производств или пунктов сбора нефти, где состав стоков нестабилен, электрокоагуляция может оказаться более гибким решением, несмотря на затраты на электроэнергию. Мембранные технологии стоит рассматривать только как финишный этап, когда требования к качеству воды диктуются необходимостью ее возврата в технологический процесс, а не просто сбросом в канализацию.
Интеграция систем нулевого сброса (ZLD) и повторное использование воды
Тренд на внедрение систем с нулевым жидким сбросом (Zero Liquid Discharge, ZLD) в России набирает обороты не только из-за ужесточения экологических штрафов, но и по экономическим причинам. Вода становится дефицитным ресурсом, особенно в регионах с развитой нефтедобычей, таких как Татарстан или Ханты-Мансийский округ. Стоимость забора свежей воды и плата за сброс очищенных стоков растут ежегодно. Внедрение оборотных циклов позволяет предприятиям сократить потребление свежей воды на 40–60%. Однако путь к ZLD тернист и требует серьезной инженерной проработки. Главная проблема здесь — концентрат, образующийся после обратного осмоса. Его нельзя просто слить, его нужно упаривать или кристаллизовать.
Процесс реализации ZLD обычно включает три ключевых этапа. Первый — максимальное извлечение воды с помощью высокопроизводительных мембранных систем. Здесь критически важна предварительная подготовка, чтобы защитить дорогие мембраны от органического загрязнения. Второй этап — термическое концентрирование с использованием выпарных аппаратов с механической паровой компрессией (MVR). Эта технология энергоэффективнее традиционных выпарных установок, так как использует вторичный пар для подогрева исходного раствора. Третий этап — кристаллизация остатка в твердый шлам, который подлежит захоронению или переработке. Компания ООО Хэнань Минхуа Экологические Технологии активно внедряет такие комплексные установки, предлагая клиентам не просто оборудование, а полный цикл инжиниринга от аудита стоков до пусконаладки системы испарения.
Один из наших клиентов, завод по производству полимеров, столкнулся с проблемой накопления высокоминерализованных стоков. Традиционные методы не позволяли снизить солесодержание ниже 2000 мг/л, что блокировало возможность повторного использования воды в градирнях. После внедрения двухступенчатой системы обратного осмоса с последующим выпариванием концентрата, завод вышел на показатель возврата 92% воды. Оставшиеся 8% превратились в сухой солевой остаток, объем которого в сотни раз меньше объема исходной жидкости. Это решение окупилось за 28 месяцев только за счет экономии на платежах за водопользование и снижение затрат на покупку свежей деминерализованной воды.
При проектировании таких систем важно учитывать энергетический баланс предприятия. Выпарные установки потребляют значительное количество пара и электроэнергии. Если у завода есть избыток низкопотенциального тепла или собственные генерирующие мощности, экономика проекта выглядит привлекательно. В противном случае сроки окупаемости могут растянуться. Также стоит помнить о коррозионной активности концентратов на последних стадиях упаривания. Материалы оборудования должны быть выполнены из дуплексной нержавеющей стали или титана, что существенно влияет на капитальные затраты, но гарантирует долгий срок службы.
Автоматизация и контроль качества в реальном времени
Человеческий фактор остается главной причиной сбоев в работе очистных сооружений. Оператор может забыть добавить реагент, неправильно снять показания прибора или проигнорировать тревожный сигнал. В современной нефтехимии reliance на ручной труд недопустим. Оборудование для очистки сточных вод должно быть оснащено развитой системой АСУ ТП (автоматизированная система управления технологическими процессами). Датчики pH, окислительно-восстановительного потенциала (ORP), мутности и содержания нефтепродуктов в онлайн-режиме передают данные на центральный пульт. Это позволяет системе автоматически корректировать дозировку коагулянтов и флокулянтов, реагируя на колебания состава входящей воды быстрее, чем любой лаборант.
Мы настоятельно рекомендуем внедрять системы предиктивной аналитики. Они анализируют исторические данные работы насосов, мембран и компрессоров, предсказывая возможные отказы до их наступления. Например, рост перепада давления на фильтре может сигнализировать о необходимости промывки еще до того, как фильтр полностью забьется и остановит процесс. Это предотвращает аварийные сбросы неочищенной воды и простои производства. Кроме того, автоматизация обеспечивает прозрачность данных для контролирующих органов. Все параметры сброса фиксируются в цифровом журнале, который невозможно задним числом исправить, что снижает риски штрафов при проверках Росприроднадзора.
Однако автоматизация имеет свои подводные камни. Датчики в агрессивной среде нефтехимических стоков быстро загрязняются и требуют регулярной калибровки и обслуживания. Дешевые сенсоры часто дают ложные показания, что может привести к неправильному управлению процессом. Мы советуем выбирать приборы с системами самоочистки и от ведущих производителей, специализирующихся на промышленном применении. Интеграция различных подсистем (дозирования, фильтрации, аэрации) в единый интерфейс также требует квалифицированного подхода. Разрозненные системы управления создают информационный вакуум, когда оператор видит проблему, но не понимает её первопричины.
Нормативное регулирование и экологические риски
Российское законодательство в сфере охраны водных ресурсов ужесточается с каждым годом. Предельно допустимые концентрации (ПДК) для нефтепродуктов, фенолов и тяжелых металлов снижаются, а штрафы за превышение нормативов достигают астрономических сумм. Более того, внедряется принцип НДТ (наилучшие доступные технологии), который обязывает крупные предприятия внедрять современные методы очистки. Игнорирование этих требований ведет не только к финансовым потерям, но и к приостановке деятельности предприятия по решению суда. Поэтому выбор оборудования должен базироваться не на минимальной цене, а на гарантированном соответствии самым строгим нормативам, включая региональные требования к сбросу в рыбохозяйственные водоемы.
Особое внимание следует уделить образованию и утилизации отходов очистки. Шламы флотации, отработанные сорбенты и концентраты обратного осмоса часто имеют высокий класс опасности. Их хранение и транспортировка лицензируются и стоят дорого. Современные технологии направлены на минимизацию объема этих отходов и снижение их класса опасности. Например, использование обезвоживающего оборудования (шнековых декантеров или камерных фильтр-прессов) позволяет уменьшить влажность шлама с 95% до 60–70%, что резко сокращает затраты на его вывоз и захоронение. В некоторых случаях шлам после стабилизации может использоваться как вторичное топливо или добавка в строительные материалы, хотя это требует дополнительных исследований и согласований.
Соответствие международным стандартам, таким как ISO 14001, становится важным конкурентным преимуществом для экспортоориентированных нефтехимических компаний. Наличие сертифицированной системы экологического менеджмента открывает доступ к рынкам Европы и Азии, где партнеры требуют подтверждения экологической ответственности поставщиков. Оборудование, используемое на таких предприятиях, должно иметь соответствующие сертификаты качества и безопасности (ГОСТ, EAC, CE). Покупка дешевого оборудования без документации может создать проблемы при прохождении аудитов и получении разрешительной документации на эксплуатацию.
Практические шаги по модернизации очистных сооружений
Если ваше текущее оборудование не справляется с нагрузкой или не соответствует новым нормам, не спешите покупать первую попавшуюся установку. Модернизация — это сложный процесс, требующий системного подхода. Начните с полного технического аудита существующей системы. Закажите независимую экспертизу, которая выявит «узкие места» и реальные причины неэффективности. Часто проблема кроется не в отсутствии нового оборудования, а в нарушении режимов эксплуатации или износе отдельных узлов, которые можно заменить точечно. Составьте паспорт стоков с почасовым графиком изменений состава и расхода. Эти данные станут фундаментом для правильного выбора технологий.
На этапе проектирования рассмотрите несколько сценариев развития предприятия. Оборудование должно иметь запас производительности на перспективу расширения производства. Обсудите с поставщиками возможность пилотных испытаний. Прежде чем инвестировать миллионы в полную линию, протестируйте ключевые элементы (например, новую мембрану или реагент) на реальном потоке в течение 2–4 недель. Это позволит избежать фатальных ошибок и точно рассчитать экономику проекта. Не забывайте про сервисную поддержку. Даже самое надежное оборудование требует обслуживания. Убедитесь, что поставщик имеет склад запчастей в вашем регионе и команду квалифицированных инженеров, способных оперативно решить проблему в случае аварии.
Финансовая модель проекта должна включать не только капитальные затраты (CAPEX), но и операционные расходы (OPEX) на протяжении всего жизненного цикла (10–15 лет). Дешевое оборудование часто оказывается дорогим в эксплуатации из-за высокого потребления реагентов, электроэнергии и частых замен расходников. Рассчитайте стоимость очистки одного кубометра воды для каждого варианта. Учитывайте также потенциальные доходы от продажи вторичных ресурсов (техническая вода,Recovered oil) и экономию на экологических платежах. Комплексный подход к оценке стоимости владения поможет выбрать решение, которое будет выгодным не только сегодня, но и в долгосрочной перспективе.
Часто задаваемые вопросы
Какое оборудование лучше подходит для удаления эмульгированных масел?
Для устойчивых эмульсий гравитационные методы бессильны. Наиболее эффективным решением является комбинация электрокоагуляции и напорной флотации. Электрокоагуляция разрушает защитную оболочку капель масла, а флотация выводит их на поверхность. В некоторых случаях, при высоких требованиях к чистоте, дополнительно используют мембранную ультрафильтрацию. Выбор конкретного метода зависит от концентрации масел и наличия других загрязнителей в стоке.
Можно ли полностью исключить сброс сточных вод в канализацию?
Да, это возможно при внедрении систем нулевого сброса (ZLD). Такие системы включают глубокую очистку, обратный осмос и термическое выпаривание концентрата. Вода возвращается в производство, а соли утилизируются в твердом виде. Однако стоимость таких систем высока, и их экономическая целесообразность должна быть тщательно просчитана с учетом тарифов на воду и энергию в конкретном регионе.
Как часто нужно менять мембраны в системах обратного осмоса?
Срок службы мембран сильно зависит от качества предварительной очистки и химического состава воды. При правильной эксплуатации и своевременной промывке мембраны служат 3–5 лет. Если предподготовка недостаточна, мембраны могут выйти из строя за 6–12 месяцев. Регулярный мониторинг давления и солепроницаемости помогает вовремя планировать замену и избегать внезапных остановок производства.
Требуется ли специальное разрешение для эксплуатации очистных сооружений?
Да, эксплуатация промышленных очистных сооружений требует получения разрешения на сброс загрязняющих веществ, которое выдается территориальными органами Росприроднадзора. Также необходимо проходить регулярные проверки и предоставлять отчетность о составе сбрасываемых вод. Проект очистных сооружений должен пройти государственную экологическую экспертизу.
Внедрение современных систем очистки — это не просто выполнение требований закона, это инвестиция в устойчивость и эффективность вашего бизнеса. Правильно подобранное оборудование снижает риски аварий, экономит ресурсы и улучшает имидж компании. Не откладывайте модернизацию на потом, так как цена бездействия растет с каждым днем. Свяжитесь с нами сегодня, чтобы получить консультацию экспертов и разработать индивидуальное решение для вашего предприятия. Мы готовы предложить полный спектр услуг: от лабораторного анализа стоков до поставки и монтажа оборудования под ключ. Оборудование для очистки сточных вод от профессионалов — гарантия экологической безопасности вашего производства.