
Ведущий производитель оборудования для обработки осадка из Китая
2026-05-16
- Почему выбор оборудования для очистки сточных вод определяет рентабельность вашего предприятия
- Технические параметры: на что смотреть в спецификации перед подписанием контракта
- Сравнение технологий: МБР, обратный осмос и традиционные методы
- Проблемы эксплуатации в холодном климате и пути их решения
- Реальные кейсы: от текстильных стоков до тяжелых металлов
- Логистика, сертификация и риски импорта из Китая
- Часто задаваемые вопросы
- Заключение: инвестиция в экологическую безопасность
Почему выбор оборудования для очистки сточных вод определяет рентабельность вашего предприятия
В нашей практике работы с промышленными заказчиками из России и стран СНГ мы неоднократно сталкивались с ситуацией, когда первоначальная экономия на закупке приводила к кратному росту операционных расходов уже в первый год эксплуатации. Оборудование для очистки сточных вод — это не просто набор резервуаров и насосов, а сложный биохимический реактор, где малейшее отклонение в параметрах аэрации или дозирования реагентов может остановить весь производственный цикл завода. Мы видели случаи, когда предприятия теряли до 30% производительности из-за неверно подобранной системы обезвоживания осадка, которая просто не справлялась с пиковыми нагрузками в зимний период. Выбор поставщика сегодня — это ставка на то, будет ли ваше производство работать через пять лет без штрафов от экологических инспекций и простоев.
Китайский рынок предложений огромен, но он неоднороден. Разница между заводом, который варит металл по ГОСТ или ISO, и сборочным цехом, покупающим компоненты на стороне, колоссальна. В этой статье мы разберем технические нюансы, которые часто упускают менеджеры по закупкам, фокусируясь только на цене за тонну. Мы проанализируем реальные кейсы внедрения систем нулевого сброса (ZLD) и мембранных технологий, опираясь на опыт компании ООО Хэнань Минхуа Экологические Технологии, которая трансформирует сложные процессы в надежные комплексные установки. Наша цель — дать вам чек-лист для проверки поставщика, который спасет ваш бюджет от скрытых затрат.
Технические параметры: на что смотреть в спецификации перед подписанием контракта
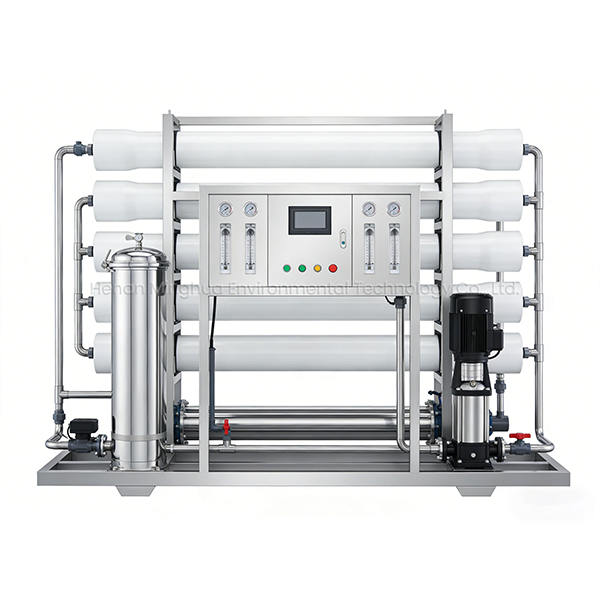
Многие инженеры совершают ошибку, оценивая оборудование исключительно по паспортной производительности в м³/час. В реальности ключевым показателем является удельное энергопотребление на кубический метр очищенной воды и способность системы выдерживать шоковые нагрузки по загрязнению. Например, при выборе мембранного биореактора (MBR) критически важен не только размер поры (обычно 0,04–0,1 мкм), но и материал мембраны. Поливинилиденфторид (PVDF) показывает значительно лучшую химическую стойкость при промывках гипохлоритом по сравнению с полиэфирсульфоном (PES), что продлевает срок службы модуля с 3 до 5–7 лет в агрессивных средах.
Рассмотрим систему аэрации. Дискретные данные о мощности воздуходувки ничего не говорят об эффективности переноса кислорода. Нам важно знать коэффициент насыщения кислородом (SOTE) в конкретной глубине резервуара. В проектах, которые мы реализовывали, замена мелкопузырчатых диффузоров старого типа на современные трубчатые модели позволила снизить потребление электроэнергии на 43%, что при тарифах промышленных предприятий окупает модернизацию за 14 месяцев. Если поставщик не предоставляет график зависимости SOTE от глубины погружения и расхода воздуха, это красный флаг: скорее всего, они используют типовые решения без гидродинамического моделирования.
Еще один критический параметр — степень автоматизации управления шламом. Оборудование для обезвоживания осадка, будь то ленточные фильтр-прессы или центрифуги, должно иметь систему автоматической коррекции подачи флокулянта в зависимости от влажности входящего шлама. Ручная регулировка приводит к перерасходу полимеров на 15–20% и нестабильному качеству кека. В наших установках мы внедряем датчики консистенции, которые в реальном времени корректируют работу дозаторов. Это кажется мелочью, но именно такие детали отличают профессиональное решение от кустарной сборки.
При оценке насосного оборудования обратите внимание на класс защиты двигателя и материал рабочего колеса. Для перекачки стоков с абразивными частицами (песок, окалина) стандартный чугун изнашивается за 6–8 месяцев. Мы рекомендуем использовать рабочие колеса из высокохромистого чугуна или резины в зависимости от размера фракций. Один из наших клиентов столкнулся с тем, что поставщик сэкономил на подшипниковых узлах, используя обычные уплотнения вместо торцевых механических уплотнений с двойной промывкой. Результатом стала течь и остановка линии через три месяца работы. Всегда требуйте чертежи узлов в разрезе перед оплатой.
Сравнение технологий: МБР, обратный осмос и традиционные методы
Выбор технологии очистки зависит от требований к качеству воды на выходе и состава входящих стоков. Ниже приведено детальное сравнение трех основных подходов, используемых в современной промышленности, с акцентом на их применимость в российских климатических условиях и нормативных требованиях.
| Параметр сравнения | Традиционный активный ил + вторичные отстойники | Мембранный биореактор (MBR) | Обратный осмос (RO) + Ультрафильтрация |
|---|---|---|---|
| Качество очистки (БПК/ХПК) | Среднее. БПКполн до 15–20 мг/л. Требует доочистки для сброса в водоемы. | Высокое. БПКполн < 5 мг/л, взвешенные вещества практически отсутствуют. | Максимальное. Деминерализация до 98–99%. Вода технического качества. |
| Занимаемая площадь | Большая. Требуются огромные площади для отстойников и аэротенков. | Компактная. Отсутствуют вторичные отстойники, высокая концентрация ила. | Модульная. Зависит от количества мембранных элементов, легко масштабируется. |
| Энергопотребление | Низкое/Среднее. Основные затраты на аэрацию. | Высокое. Затраты на аэрацию + энергия на преодоление сопротивления мембран. | Очень высокое. Требуется давление 10–15 бар для работы насосов высокого давления. |
| Чувствительность к температуре | Высокая. При температуре ниже 10°C активность бактерий падает, нужна подогрев. | Средняя. Мембраны работают стабильно, но вязкость воды влияет на производительность. | Низкая. Физический процесс, мало зависит от температуры, но требует предподготовки. |
| Образование осадка | Большой объем жидкого избыточного ила, сложного в утилизации. | Меньший объем, более концентрированный ил, проще в обезвоживании. | Концентрат солей (рассол), требующий специальных методов утилизации или выпаривания. |
| Рекомендуемое применение | Городские стоки, крупные предприятия с большими площадями. | Промышленные стоки, реконструкция старых очистных без расширения территории. | Получение воды для повторного использования в цикле, обессоливание. |
Если ваша задача — достичь норм сброса в рыбохозяйственные водоемы или получить воду для оборотного цикла мойки оборудования, технология MBR является оптимальным балансом между капитальными затратами и качеством. Традиционные схемы часто не могут гарантировать стабильность при колебаниях состава стоков, что характерно для текстильной или гальванической промышленности. С другой стороны, если вам нужна вода дистиллятного качества для котельных или технологических процессов, обратный осмос незаменим, но будьте готовы к высоким затратам на электроэнергию и утилизацию концентрата.
Важно отметить, что компания ООО Хэнань Минхуа Экологические Технологии предлагает интегрированные решения, сочетающие эти технологии. Например, связка “биологическая очистка + ультрафильтрация + обратный осмос” позволяет реализовать концепцию Zero Liquid Discharge (ZLD) — полный цикл без сброса стоков во внешнюю среду. Это особенно актуально для предприятий, расположенных в водоохранных зонах, где лимиты на сброс постоянно ужесточаются. Мы помогаем клиентам подобрать такую конфигурацию, чтобы минимизировать CAPEX, не жертвуя надежностью.
Проблемы эксплуатации в холодном климате и пути их решения
Эксплуатация очистных сооружений в России и северных регионах Китая имеет свою специфику, которую игнорируют многие южные производители. Главная проблема — замерзание трубопроводов и снижение активности биомассы при низких температурах. Мы наблюдали случаи, когда неутепленные блоки аэрации промерзали сверху, образуя ледяную корку, которая нарушала газообмен и приводила к гибели активного ила. Решение здесь одно: использование закрытых резервуаров с эффективной теплоизоляцией из пенополиуретана толщиной не менее 100 мм и системой воздушного обогрева подкровельного пространства.
Биологическая очистка при температуре воды ниже 12°C требует увеличения времени пребывания стоков в аэротенке или повышения концентрации активного ила. Стандартные проекты, рассчитанные на 20°C, в январе просто перестают работать эффективно. В наших установках мы закладываем увеличенный запас по объему аэротенков (коэффициент 1,3–1,5) для северных регионов. Кроме того, критически важно организовать правильный забор воздуха для воздуходувок. Воздух должен забираться из теплого помещения компрессорной, а не с улицы, где морозный воздух может вызвать конденсацию влаги внутри пневмосистемы и обледенение фильтров.
Оборудование для обезвоживания осадка также подвержено рискам. Ленточные фильтр-прессы на открытом воздухе зимой превращаются в проблему: вода в порах ленты замерзает, забивая дренажные каналы. Мы настоятельно рекомендуем размещать блок обезвоживания в отапливаемом контейнере или здании. Если это невозможно, необходимо использовать незамерзающие жидкости для промывки лент и предусматривать электрический подогрев валов. Центрифуги в этом плане более устойчивы, но требуют предварительного подогрева шлама перед подачей, так как холодный шлам имеет высокую вязкость и плохо отделяется.
Химическое дозирование в мороз — еще одна больная тема. Реагенты, такие как коагулянты на основе солей железа или алюминия, могут кристаллизоваться или загустевать. Емкости для хранения реагентов должны иметь рубашечный подогрев или погружные ТЭНЫ с терморегуляторами. Трубопроводы дозирования лучше выполнять из материалов, сохраняющих эластичность при низких температурах, или прокладывать их в греющем кабеле. Пренебрежение этими мерами приводит к тому, что система автоматики пытается прокачать загустевший реагент, ломая мембраны насосов-дозаторов.
Реальные кейсы: от текстильных стоков до тяжелых металлов
Рассмотрим конкретный пример внедрения системы очистки на текстильном предприятии в провинции Хэбэй, климатические условия которого схожи с центральной Россией. Предприятие столкнулось с проблемой высокого содержания красителей и взвешенных веществ в стоках. Традиционная физико-химическая очистка не обеспечивала требуемого цвета воды для сброса. Мы предложили схему: решетка → уравнительный резервуар → флотация → биореактор MBR → адсорбция на активированном угле. Результат: удаление цвета на 98%, снижение ХПК с 1200 мг/л до 45 мг/л. Потребление энергии составило 0,9 кВт·ч на м³, что на 20% ниже показателей аналогов благодаря оптимизированной системе аэрации.
Другой случай — гальваническое производство с содержанием тяжелых металлов (медь, никель, хром). Здесь биологические методы неприменимы из-за токсичности стоков для бактерий. Было внедрено решение на основе реагентного осаждения с последующей фильтрацией и ионным обменом. Ключевой задачей было разделение потоков: кислые, щелочные и содержащие цианиды стоки собирались в разные емкости. Смешивание их до нейтрализации могло привести к выбросу смертельно опасного газа. Автоматизированная система контроля pH с тройным резервированием датчиков исключила человеческий фактор. На выходе была получена вода, соответствующая нормам ПДК для рыбохозяйственных водоемов, а осадок тяжелых металлов отправлен на безопасное захоронение после прессования.
В сфере опреснения морской воды для прибрежных заводов мы использовали двухступенчатый обратный осмос с системой рекуперации энергии. Установка мощностью 500 м³/сутки позволила предприятию полностью отказаться от забора пресной воды из городских сетей. Важно отметить, что предподготовка здесь включала ультрафильтрацию для защиты дорогостоящих обратноосмотических мембран от биообрастания. Срок окупаемости проекта составил 2,5 года за счет экономии на водопотреблении и отсутствия штрафов за сверхлимитный забор воды.
Эти примеры показывают, что универсальных решений не существует. Каждый проект требует детального анализа состава стоков и условий площадки. Компания ООО Хэнань Минхуа Экологические Технологии базирует свои предложения именно на таком индивидуальном подходе, преобразуя сложные технологические задачи в надежные комплексы. Мы не просто продаем железо, мы берем на себя ответственность за результат очистки, подтвержденный лабораторными анализами.
Логистика, сертификация и риски импорта из Китая
При заказе крупногабаритного оборудования из Китая критически важным этапом является упаковка и маркировка. Контейнерная загрузка должна проводиться с учетом распределения веса, чтобы избежать повреждения рам контейнера и самого оборудования при качке в море. Мы используем деревянные каркасы с фиксацией оборудования болтами к полу контейнера, а все электронные шкафы упаковываются в герметичные коробки с силикагелем для защиты от влаги. Отсутствие правильной упаковки — самая частая причина повреждений, которые выявляются только на этапе монтажа.
Вопрос сертификации стоит остро для работы в РФ и странах ЕАЭС. Оборудование должно соответствовать техническим регламентам Таможенного союза (ТР ТС). Это касается как электробезопасности (ТР ТС 004/2011), так и электромагнитной совместимости (ТР ТС 020/2011). Наличие сертификата CE (Европа) не заменяет сертификат EAC, хотя часто служит основанием для его получения без дополнительных испытаний. Мы рекомендуем требовать от поставщика копию действующего сертификата EAC до отгрузки товара. Отсутствие этого документа сделает растаможку невозможной или потребует дорогостоящей процедуры декларирования каждой единицы отдельно.
Гарантийные обязательства — еще один камень преткновения. Стандартная гарантия китайских заводов составляет 12 месяцев с момента отгрузки, но она часто не покрывает расходные материалы (мембраны, фильтры, ремни). В контракте необходимо четко прописать условия гарантии: что считается гарантийным случаем, кто оплачивает доставку заменных частей и сроки их поставки. Идеальный вариант — наличие склада запчастей в России или включение в первоначальный заказ рекомендованного набора ЗИП (запасные части, инструменты, принадлежности) на 2–3 года эксплуатации. Это избавит вас от простоя в ожидании детали из-за границы.
Языковой барьер и техническая документация также играют роль. Часто перевод инструкций на русский язык выполняется машинным способом, что делает их непонятными для операторов. Мы настаиваем на том, чтобы паспорта оборудования и руководства по эксплуатации проверялись техническими специалистами, владеющими языком. Ошибка в переводе команды аварийной остановки или последовательности запуска может стоить дорогого ремонта. В наших проектах вся документация проходит двойную проверку инженерами перед передачей заказчику.
Часто задаваемые вопросы
Какой срок службы мембран в системах MBR и обратного осмоса?
Срок службы напрямую зависит от качества предподготовки и режима промывок. Для мембран MBR из PVDF при правильной эксплуатации и регулярных химических промывках (CIP) ресурс составляет 5–7 лет. Мембраны обратного осмоса служат обычно 3–5 лет, но при наличии в воде окислителей (хлор) без стадии дехлорирования они могут выйти из строя за несколько месяцев. Ключевой фактор — поддержание рабочего давления и предотвращение биообрастания.
Можно ли модернизировать старые очистные сооружения без полной замены?
Да, в 80% случаев возможна модернизация. Часто достаточно заменить систему аэрации на более эффективную, добавить модули дозирования реагентов или установить дополнительные блоки доочистки (например, песчаные фильтры или УФ-обеззараживание). Полная замена требуется только при физическом разрушении бетонных резервуаров или кардинальном изменении технологии производства на заводе. Мы проводим аудит существующих объектов для выявления точек роста эффективности.
Какое оборудование лучше для обезвоживания осадка: центрифуга или ленточный пресс?
Ленточный пресс дешевле в закупке и проще в обслуживании, но занимает больше места и чувствителен к качеству промывки лент. Центрифуга компактнее, полностью закрыта (нет запахов) и дает более сухой кек, но потребляет больше электроэнергии и требует квалифицированного сервиса. Для небольших станций (до 1000 м³/сут) чаще выбирают ленточные прессы, для крупных промышленных объектов — центрифуги или винтовые прессы.
Предоставляете ли вы шеф-монтаж и пусконаладочные работы?
Да, мы направляем своих инженеров на объект для контроля монтажа и проведения пусконаладочных работ (ПНР). Это включает в себя проверку обвязки, настройку автоматики, загрузку активного ила и вывод системы на режим. ПНР занимают от 2 до 4 недель в зависимости от сложности объекта. Обучение персонала заказчика входит в обязательный пакет услуг, так как квалификация оператора определяет 50% успеха эксплуатации.
Какие гарантии вы даете на качество очистки воды?
Гарантии фиксируются в техническом задании и договоре. Мы гарантируем достижение конкретных показателей (БПК, ХПК, взвешенные вещества, тяжелые металлы) при условии соблюдения входных параметров, указанных в проекте. Если состав стоков меняется непредсказуемо (залповые сбросы неучтенных реагентов), гарантия может быть пересмотрена. Поэтому этап сбора данных о составе стоков перед проектированием является фундаментальным.
Заключение: инвестиция в экологическую безопасность
Выбор поставщика оборудования для очистки сточных вод — это стратегическое решение, влияющее на операционную эффективность вашего бизнеса на десятилетия вперед. Экономия на этапе закупки часто иллюзорна и оборачивается высокими затратами на ремонт, замену узлов и штрафы контролирующих органов. Надежное оборудование, спроектированное с учетом реальных условий эксплуатации и климатических особенностей, становится активом, а не обузой. Оно обеспечивает стабильность производства и защищает репутацию компании как ответственного участника рынка.
Мы убеждены, что прозрачность технических решений и честность в расчетах — основа долгосрочного партнерства. Компания ООО Хэнань Минхуа Экологические Технологии готова предложить вам не просто каталог продукции, а инженерный подход к решению ваших задач. От консультации и аудита до монтажа и сервисной поддержки — мы сопровождаем проект на всех этапах. Не позволяйте проблемам со стоками тормозить развитие вашего бизнеса.
Если вы планируете строительство новых очистных сооружений или модернизацию существующих, свяжитесь с нами для обсуждения деталей вашего проекта. Наши специалисты подготовят предварительное технико-коммерческое предложение с расчетом эффективности и сроков окупаемости. Свяжитесь с нами сегодня, чтобы получить экспертную консультацию и сделать первый шаг к экологически чистому производству.