
Ведущий поставщик комплексных установок очистки сточных вод заводы
2026-05-27
Критерии выбора надежного оборудования для очистки сточных вод в 2026 году
Рынок промышленной экологии в 2026 году диктует жесткие условия: оборудование для очистки сточных вод должно не просто соответствовать нормативам ПДК, но и обеспечивать экономическую эффективность за счет снижения энергопотребления. В нашей практике мы видим, как предприятия теряют миллионы рублей из-за неправильного подбора мембран или насосных групп на этапе проектирования. Ошибка в расчете нагрузки на биореактор приводит к заилению системы уже через 8–10 месяцев эксплуатации, что требует полной остановки производства для ремонта. Мы не продаем «коробочные решения», потому что сточные воды текстильного завода и металлургического комбината имеют принципиально разную химическую природу.
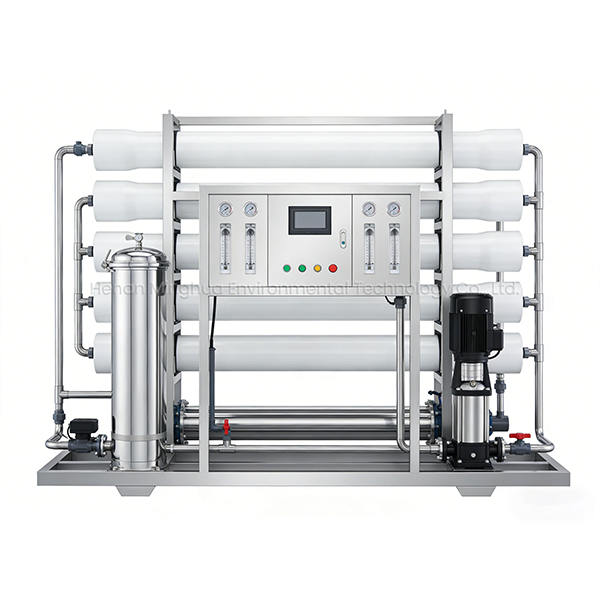
ООО Хэнань Минхуа Экологические Технологии интегрирует свой богатый технический опыт непосредственно в процесс разработки проектов, превращая сложные технологические цепочки в надежные комплексные установки. Наша компания помогает предприятиям достичь низкоуглеродного развития, предлагая решения, которые охватывают полный цикл: от интегрированного оборудования MBR и систем обратного осмоса до установок с нулевым сбросом для стоков с тяжелыми металлами. Такой подход исключает ситуацию, когда клиент вынужден стыковать модули от разных вендоров, теряя гарантию и ответственность исполнителя.
Почему параметр «производительность» не является главным при закупке
Менеджеры по закупкам часто запрашивают коммерческое предложение, указывая только требуемый объем переработки в м³/сутки. Это фундаментальная ошибка. Реальная нагрузка на систему определяется не объемом, а составом загрязнений. Химическое потребление кислорода (ХПК), содержание взвешенных веществ, наличие специфических токсинов — вот параметры, которые диктуют выбор технологии. Например, для стоков с высоким содержанием азота и фосфора простая механическая фильтрация бесполезна; здесь требуется глубокая биологическая очистка с последующей доочисткой на мембранах.
Мы сталкивались с кейсом, где клиент сэкономил 15% на капитальных затратах, выбрав установку меньшей площади аэрации. Результатом стало падение эффективности удаления азота на 40% в зимний период, когда температура стоков опускалась ниже 12°C. Биомасса просто «засыпала», не справляясь с нагрузкой. Исправление этой ошибки обошлось заказчику в трехкратный размер первоначальной экономии. Поэтому при оценке предложений всегда требуйте расчет баланса масс по ключевым загрязнителям, а не только общую цифру производительности.
Технические характеристики и стандарты качества оборудования
При выборе поставщика критически важно проверять соответствие оборудования международным и локальным стандартам. Для работы на рынках ЕАЭС и России наличие сертификата EAC (Евразийское соответствие) является обязательным требованием таможенного законодательства. Однако настоящий маркер качества — это соответствие стандартам ISO 9001 в части управления производством и наличие конкретных технических паспортов на узлы. Мембранные элементы должны иметь подтвержденный ресурс работы не менее 3–5 лет при соблюдении регламента промывок.
Рассмотрим ключевые параметры, влияющие на долговечность системы:
- Материал корпуса и трубопроводов: Для агрессивных сред (кислотные или щелочные стоки) использование нержавеющей стали марки AISI 304 недостаточно. Требуется применение AISI 316L или футеровка полимерами (PP/PE). Мы видели случаи сквозной коррозии резервуаров через 18 месяцев работы на гальваническом производстве из-за экономии на материалах.
- Энергоэффективность аэрации: Система аэрации потребляет до 60% электроэнергии всей станции. Современные турбокомпрессоры с частотным регулированием позволяют снизить удельный расход энергии на 1 кг удаленного БПК до 0.8–1.0 кВт·ч, тогда как устаревшие воздуходувки тратят до 1.8 кВт·ч.
- Степень автоматизации: Наличие программируемого логического контроллера (ПЛК) с удаленным доступом обязательно. Это позволяет операторам отслеживать давление в мембранных модулях и уровень растворенного кислорода в режиме реального времени, предотвращая аварийные ситуации.
Важно понимать, что дешевое оборудование часто не имеет запаса прочности по давлению и температуре. Если в техзадании указан диапазон рабочих температур от +5 до +40°C, а реальная установка рассчитана только на +25°C, летний перегрев приведет к деформации уплотнений и протечкам. Всегда запрашивайте расширенные спецификации на все узлы, включая насосы и запорную арматуру.
Сравнение технологий: Мембранные биореакторы (MBR) против традиционных схем
Выбор между классической схемой с вторичными отстойниками и технологией MBR зависит от требований к качеству очищенной воды и доступной площади. MBR-мембраны обеспечивают физический барьер для бактерий и взвешенных веществ, позволяя получить воду качества, пригодного для технического оборотного водоснабжения или сброса в водоемы высшей категории. Традиционные схемы дешевле в монтаже, но занимают в 2–3 раза больше площади и чувствительны к залповым сбросам.
| Параметр сравнения | Традиционная активный ил + отстойники | Мембранный биореактор (MBR) |
|---|---|---|
| Занимаемая площадь | Высокая (требуется зона отстаивания) | Компактная (высокая концентрация ила) |
| Качество выхода (взвешенные вещества) | 10–30 мг/л (зависит от работы отстойника) | < 1 мг/л (абсолютный барьер) |
| Чувствительность к нагрузкам | Высокая (риск выноса ила) | Низкая (стабильное качество) |
| Капитальные затраты (CAPEX) | Ниже на 20–30% | Выше (стоимость мембран) |
| Эксплуатационные затраты (OPEX) | Ниже (нет затрат на замену мембран) | Выше (энергия на продувку мембран, реагенты) |
| Применимость для повторного использования | Требуется дополнительная доочистка | Готово к использованию после дезинфекции |
Если ваша цель — сброс в городскую канализацию со строгими лимитами, традиционная схема может быть оправдана. Но если стоит задача возврата воды в производственный цикл (например, для мойки деталей или полива территорий), технология MBR является безальтернативным лидером. В линейке наших решений мы предлагаем оба варианта, но рекомендуем MBR для новых производств, где площадь застройки ограничена.
Реальные сценарии применения и экономический эффект
Теория работает отлично на бумаге, но цеха вносят свои коррективы. Рассмотрим два реальных кейса из нашей практики внедрения комплексных систем.
Кейс 1: Текстильное производство. Проблема заключалась в высоком содержании красителей и ПАВ, которые блокировали работу биологической стадии. Цветность стоков достигала 300 градусов, что недопустимо для сброса. Мы внедрили схему с предварительной коагуляцией и флокуляцией, за которой следовал анаэробный реактор и доочистка на ультрафильтрации. Результат: снижение цветности до 15 градусов, удаление ХПК на 92%. Потребление электроэнергии составило 1.4 кВт·ч на 1 м³, что на 25% ниже показателей предыдущей установки клиента. Срок окупаемости модернизации составил 14 месяцев за счет снижения штрафов и платы за экосбор.
Кейс 2: Машиностроительный завод. Здесь основной проблемой были эмульсионные масла и тяжелые металлы от гальваники. Стандартные нефтеловушки не справлялись с тонкодисперсными эмульсиями. Решение включало электрокоагуляцию для разрушения эмульсий и систему обратного осмоса для деминерализации воды перед сбросом. Установка с нулевым сбросом позволила вернуть 70% воды в технологический процесс мойки деталей. Клиент сократил забор свежей воды на 450 м³ в сутки. Единственным минусом проекта стал высокий расход электроэнергии на насосы высокого давления (до 3.5 кВт·ч/м³), однако экономия на водоподготовке полностью перекрыла эти расходы.
Эти примеры показывают, что универсального рецепта не существует. Оборудование для очистки сточных вод должно проектироваться под конкретную «химическую подпись» предприятия. Попытка использовать типовое решение без пилотных испытаний часто ведет к провалу. Мы всегда настаиваем на проведении лабораторных анализов проб стоков перед началом проектирования, чтобы исключить риски неэффективной работы.
Логистика, монтаж и сервисная поддержка
Покупка оборудования — это только половина дела. Сложности часто возникают на этапе пусконаладочных работ (ПНР). Поставщик должен предоставить не только чертежи, но и квалифицированных инженеров для шеф-монтажа. В нашей компании мы берем на себя ответственность за весь цикл: от поставки рукавных пылесборников и скрубберов для очистки газов до запуска систем обезвоживания осадка. Синхронизация работы водоочистных и газоочистных контуров важна для общего экобаланса завода.
Обратите внимание на сроки поставки запасных частей. Мембраны, подшипники насосов и датчики pH — это расходные материалы. Если поставщик находится за океаном и срок доставки запчасти составляет 6 недель, простой линии может стоить дороже самой запчасти. Локализация складов или наличие дилерских центров в регионе присутствия — критический фактор надежности. ООО Хэнань Минхуа обеспечивает клиентов полным циклом экологического оборудования, включая генераторы озона и дозаторы химикатов, что позволяет оперативно закрывать любые потребности в обслуживании без поиска сторонних подрядчиков.
При приемке объекта обязательно проводите независимую экспертизу очищенной воды аккредитованной лабораторией. Не подписывайте акт ввода в эксплуатацию, пока не получите протокол испытаний, подтверждающий соответствие всем пунктам технического задания. Часто бывает, что визуально вода чистая, но по отдельным показателям (например, содержание нефтепродуктов или специфических ионов) есть превышения.
Часто задаваемые вопросы
Какой срок службы мембран в системах обратного осмоса?
При правильной эксплуатации и своевременной химической промывке (CIP) ресурс современных полиамидных мембран составляет 3–5 лет. Ключевой фактор — качество предподготовки воды. Если система ультрафильтрации перед осмосом работает некорректно и пропускает крупные частицы, срок жизни мембран сокращается до 1–1.5 года. Мы рекомендуем устанавливать манометры на входе и выходе каждого модуля для контроля перепада давления.
Можно ли модернизировать существующую станцию без полной остановки производства?
Да, это возможно при грамотном планировании. Обычно работы разбивают на этапы: сначала монтируются новые параллельные линии или обвязка, затем производится переключение потоков. Полная остановка требуется только на финальном этапе подключения, которая может длиться от 24 до 72 часов. Важно заранее подготовить резервные емкости для накопления стоков на этот период.
Какие гарантии вы предоставляете на оборудование?
Стандартная гарантия на механические узлы и корпуса составляет 12–24 месяца с момента ввода в эксплуатацию. На мембранные элементы гарантия обычно составляет 1 год, но при условии соблюдения регламента эксплуатации. Мы фиксируем все параметры пусконаладки в паспорте изделия, чтобы исключить спорные ситуации regarding гарантийных обязательств.
Требуется ли лицензия для обслуживания таких систем?
Для эксплуатации промышленных очистных сооружений персонал должен иметь соответствующую квалификацию и допуски по электробезопасности и работе с химическими реагентами. Специальная лицензия на сам факт эксплуатации не всегда требуется, но наличие сертифицированной лаборатории для контроля стоков является обязательным требованием надзорных органов.
Инвестиции в качественную систему очистки — это не статья расходов, а вклад в устойчивость бизнеса. Штрафы за экологические нарушения растут ежегодно, а репутационные риски могут привести к потере контрактов с международными партнерами, требующими соблюдения принципов ESG. Правильно подобранное оборудование для очистки сточных вод становится активом, который защищает ваше производство от рисков и снижает операционные издержки в долгосрочной перспективе.
Не откладывайте аудит вашей текущей системы на потом. Каждый день работы неэффективного оборудования — это прямые убытки и риск экологических инцидентов. Свяжитесь с нами сегодня, чтобы получить консультацию инженера и рассчитать экономию для вашего конкретного случая. Мы готовы предложить комплексное решение, объединяющее передовые технологии водоочистки и газоочистки под ключ.
Узнайте больше о наших возможностях в разделе комплексные экологические решения для промышленности или изучите детали наших проектов в портфолио.